 微信客服
微信客服 微信公眾號
微信公眾號 摘 要:太陽能組件要實現發電的功能必須要將單片的電池連接起來使其成為一個整體,常見的連接方式為焊接。但是焊接過程如果控制不當就會造成熱斑、碎片等現象,嚴重時會影響組件的壽命甚至是燒毀組件,因此大多數晶硅組件車間將焊接定為特殊過程,以便隨時監控。本文給出了新的焊接工藝,為制造優質太陽能組件提供了保障。
關鍵詞:太陽能電池片;焊接
1. 引言
在太陽能電池組件的制造流程中,電池片的正面單焊和背面串焊的質量非常重要。由于太陽能組件的的設計使用壽命為25年左右,且組件通常安裝在戶外,每天要承受幾十攝氏度的溫度變化,而焊帶基材為純銅,銅的膨脹系數約為硅(電池片)的6倍,只要有溫度變化,焊帶與電池片都會受力,因此不良的焊接嚴重時會導致組件失效[1]。
目前國內大多數廠家主要使用手工焊接方法,手工焊接導致焊接不良的因素眾多。為提高太陽能組件的成品質量,本文給出了防止焊接不良的改善方法。
2.電池片焊接易出現的不良現象
太陽能電池片手工焊接流程如下:
首先進行正面單焊。用電烙鐵將鍍錫銅焊帶在一定溫度下焊接到電池片正面(負極)主柵線上。
然后進行電池片的背面串焊。在專用的焊接模板上(可以確保電池片的相對位置),操作電烙鐵將互聯條焊接到電池片背面電極上,從而依次將電池片串接在一起,并且正負極焊接出引出線[2]。
采用手工焊接有一定的局限性,很容易出現焊接不良現象,不良主要有以下幾種:
(1)虛焊
虛焊產生的機理是錫鉛與電池片電極銀層合金形成程度差。而影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。
產線手工焊接出現虛焊異常的原因分析如下:
員工是否集中,觀察焊接時間是否過快,焊接手法是否和其他員工不一樣。
焊接工藝是否波動,重點觀察烙鐵溫度和焊接時間是否符合要求。
電池片批次是否集中,主要在于電池片銀漿是否氧化、發黃。例如:背電極發黃。
互聯條浸泡是否符合要求,如互聯條上助焊劑是否揮發、互聯條是否氧化。
互聯條/助焊劑批次廠家是否更換。
(2)裂片
電池片裂片如圖1所示,產生的機理是外力沖擊、電池片隱裂或溫差收縮產生應力。
產線手工焊接出現裂片異常的原因分析如下:
觀察裂片位置及發現工序,查看所有裂片位置分布是否規律。
查看電池片的批次(硅片廠家、線別、生產日期)是否集中。
查看互聯條是否扭曲。
查看是否因為虛焊等焊接困難造成裂片。
查看焊接溫度,焊接手法是否正常。
查看起焊點和收尾點是否靠前。
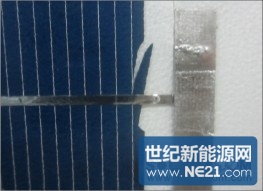
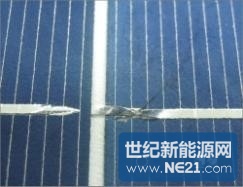
圖1電池片裂片
(3)錫絲錫渣
錫絲錫渣如圖2所示,產生的機理是錫鉛與電池片電極銀層合金形成程度差,影響合金形成的因素有溫度及錫鉛銀表面金屬活性度。
產線手工焊接出現錫絲錫渣異常的原因分析如下:
檢查員工焊接手法,重點關注速度、收尾、拉烙鐵的直線性等幾要素
檢查烙鐵溫度;
檢查電池片電極是否氧化;
檢查桌面清潔度、烙鐵清潔海綿水含量等。
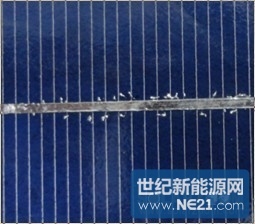
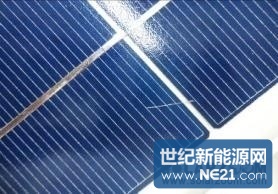
圖2錫絲錫渣
3.改善焊接工藝
針對焊接時出現的不良現象,本文改善了單焊和串焊工藝,以提高組件的成品質量。
3.1.改善后的單焊工藝
改善后的單焊工藝包括如下步驟:
(1)焊接時左手從待單焊區拿取電池片,右手拿取焊帶,焊接方向依主柵線從左往右從上往下方向勻速焊接,三柵線電池片遵循前三后三原則(起焊點與收尾點均為電池片的第三根細柵線)。焊接過程中應注意焊臺溫度和焊接時間,不能有露白、虛焊、錫絲、錫渣等現象。 156電池片系列單焊時間為3-5S,串焊時間為2-4S;125電池片系列單焊時間2-4S,串焊時間1-2S(針對特殊銀漿特殊處理)。
(2)焊接時手握烙鐵手柄成45度角,如圖3所示。
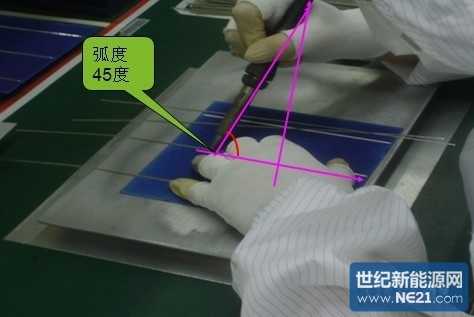
圖3 焊接時手握烙鐵手柄姿勢
(3)焊接時,焊筆與手臂要平行移動,不得靠手腕拖動焊筆。
(4)單焊焊完每一根焊帶后,用手指縷焊帶檢查是否有堆錫、錫珠、錫渣等不良。
(5)從預熱臺面左側拿取電池片放置在待串焊區,焊接完成后要求斜視電池片正面有無虛焊露白、錫渣異物、焊帶扭曲等現象。
(6) 單焊焊好放電池片時,焊帶不能有彎曲。
(7)焊接臺面要保持干凈整潔,物品按要求擺放在指定區域,彎曲的焊帶禁止使用。
(8)焊接焊臺溫度為350±3℃,預熱臺溫度為50±3℃,將烙鐵頭切換為500-4DK的烙鐵頭。
(9)焊帶材質采用:涂層:Sn60/Pb40; 基材:Cu≥99.9%;涂層厚度:0.05mm;成品厚度:0.35mm;寬度:8mm ;伸長率:≥20%;抗拉強度:≥145MPa; 電阻率:<12mΩ/25℃。
3.2.改善后的串焊工藝
改善后的串焊工藝包括如下步驟:
(1)串焊前清潔串焊模板,防止有錫渣、錫絲掉落頂裂電池片(每焊完一塊組件清潔一次)。
(2)串焊好后用刷子清理電池串上的錫絲、錫渣(每焊完一串電池串清潔一次),清潔刷子只能清理電池串與預熱臺,禁止使用清潔刷子清理工作臺面。清潔刷每2小時更換一次(不到2小時臟污的也要及時更換)。
(3)從待串焊區拿取電池片分發到串焊模板上做好焊前準備。
將電池片從左往右發放,然后從右往左開始焊接;分發電池片時注意電池不要架在模板擋塊上 ;同時確保焊前串焊模板干凈無異物。
(4)串焊焊接過程中注意以下兩點要求:
a.串焊時起焊點從第一根蜈蚣線焊起,單片焊接完成后檢查焊帶是否平行且在電池片背電極內,不得有彎曲。
b.串焊操作對電池片單片間距時注意輕拿輕放,防止電池片撞擊到摸板檔塊導致碎片。
(5)串焊焊臺溫度為360±3℃,預熱臺溫度為60±3℃。
4.結果和討論
為驗證改進后單焊工藝的可行性,在焊接同一條單焊線時分別采用改進前后的工藝進行焊接,并統計一個星期的焊接量,結果顯示采用舊工藝焊接時產量為804塊,新工藝為939塊,產量提升14.4%。
新工藝也大大提升了焊接質量。采用改進后的單焊和串焊工藝對電池片進行焊接,統計一個月內出現虛焊、裂片和錫絲錫渣的電池片數,并與工藝改進前出現不良現象的電池片數進行對比,如圖4所示。從圖中可以看出新工藝明顯降低了電池片焊接時出現虛焊、裂片和錫絲錫渣不良現象的幾率。
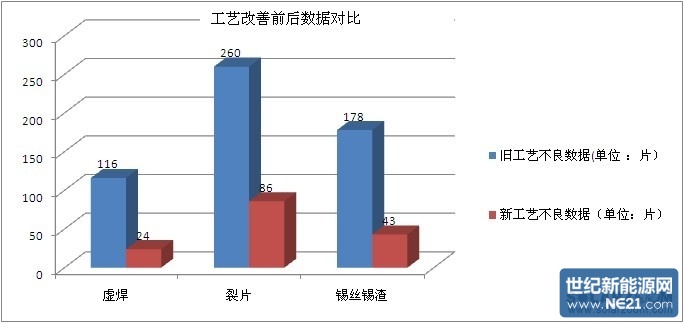
圖4新舊工藝不良數據對比
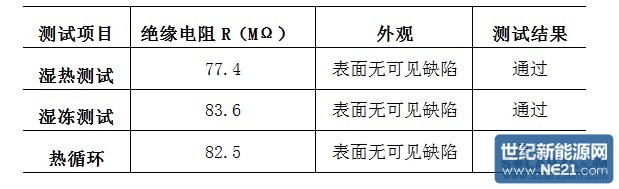
隨機抽取1塊此工藝下焊接的組件進行環境老化測試,根據IEC61215設計鑒定與定型10.13,10.12,10.11測試方法,測試結果如表1所示,組件外觀無異常,且濕絕緣合格。
表1 環境老化測試一覽表
5. 總結
采用新工藝焊接,降低了焊接過程中出現虛焊、裂片和錫絲錫渣等不良現象的幾率,提高太陽能組件的成品質量和產量,為制造出優質的太陽能組件提供了保障,值得光伏行業推廣。(本文作者:王世崴,鄭記紅,李浩,王仕鵬,黃海燕,陸川 單位:酒泉正泰太陽能科技有限公司)
參考文獻
[1]施學斌。太陽能電池焊接工藝改進及全自動焊接工藝的介紹[A].蘇州大學華東理工大學,2013
[2]張玉;秦進英;劉仁;朱鵬凱;李英建;;超軟焊帶的研究應用及工藝推廣 [J];電氣技術;2009年08期





0 條